Work Log (Weekly Update)
Fabrication Updates
- Screen Printing
- Current Result
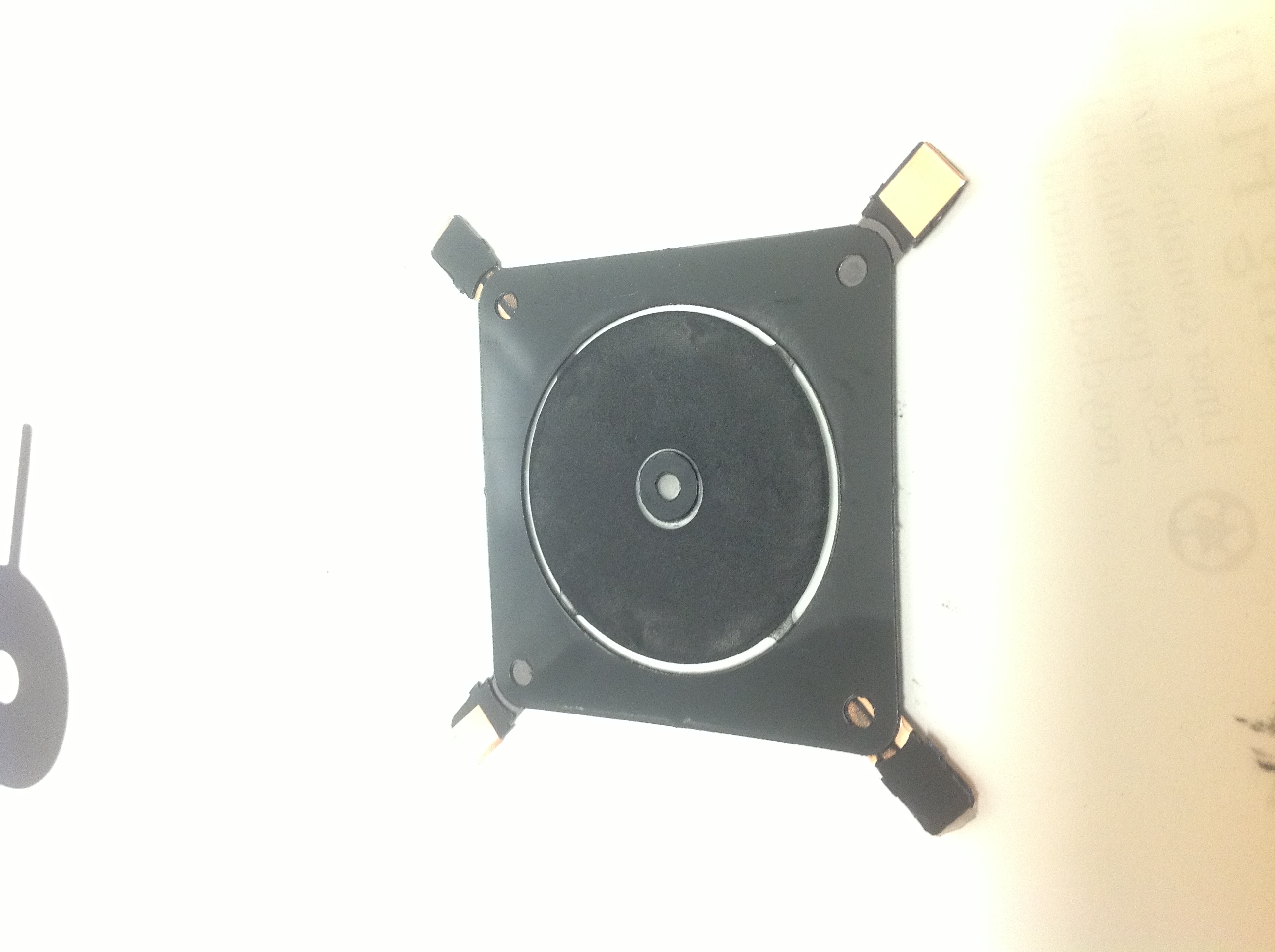
- EAP Cell Attach:ScreenPrintingEAP.jpg
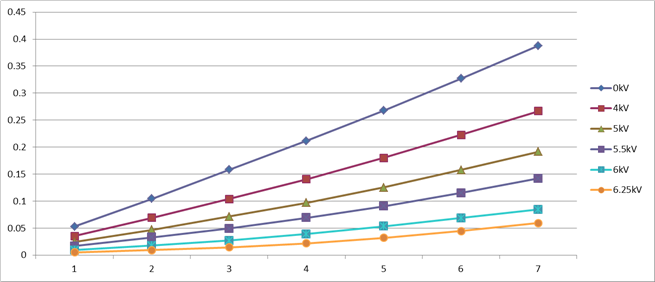
- Force-Strain Test Attach:Stiffness.png
- It means this EAP cell has similar characteristic to previous EAP even if the electrode thickness is quite thinner. Higher maximum stiffness should be investigated with well controlled pre-strain.
- Releasing Film
- Reducing amount of Carbon Powder
- Less and less carbon powder, Silicon Rubber can be cured, but that makes difficult to be released.
- Heat and Pressing in releasing
- After being cured, releasing is quite impossible. It is needed to change film or additional parting powder in order to get result.
- Releasing time changes
- If time is short, some of ink can be moved from film to VHB, but it is uneven surface.
- Releasing film change
- I used hydrophilic film alternatively. But it adhered with VHB so strong tightly, and I could peer it off. Attach:RelasingFilm2.jpg
- Reducing amount of Carbon Powder
- Direct Printing
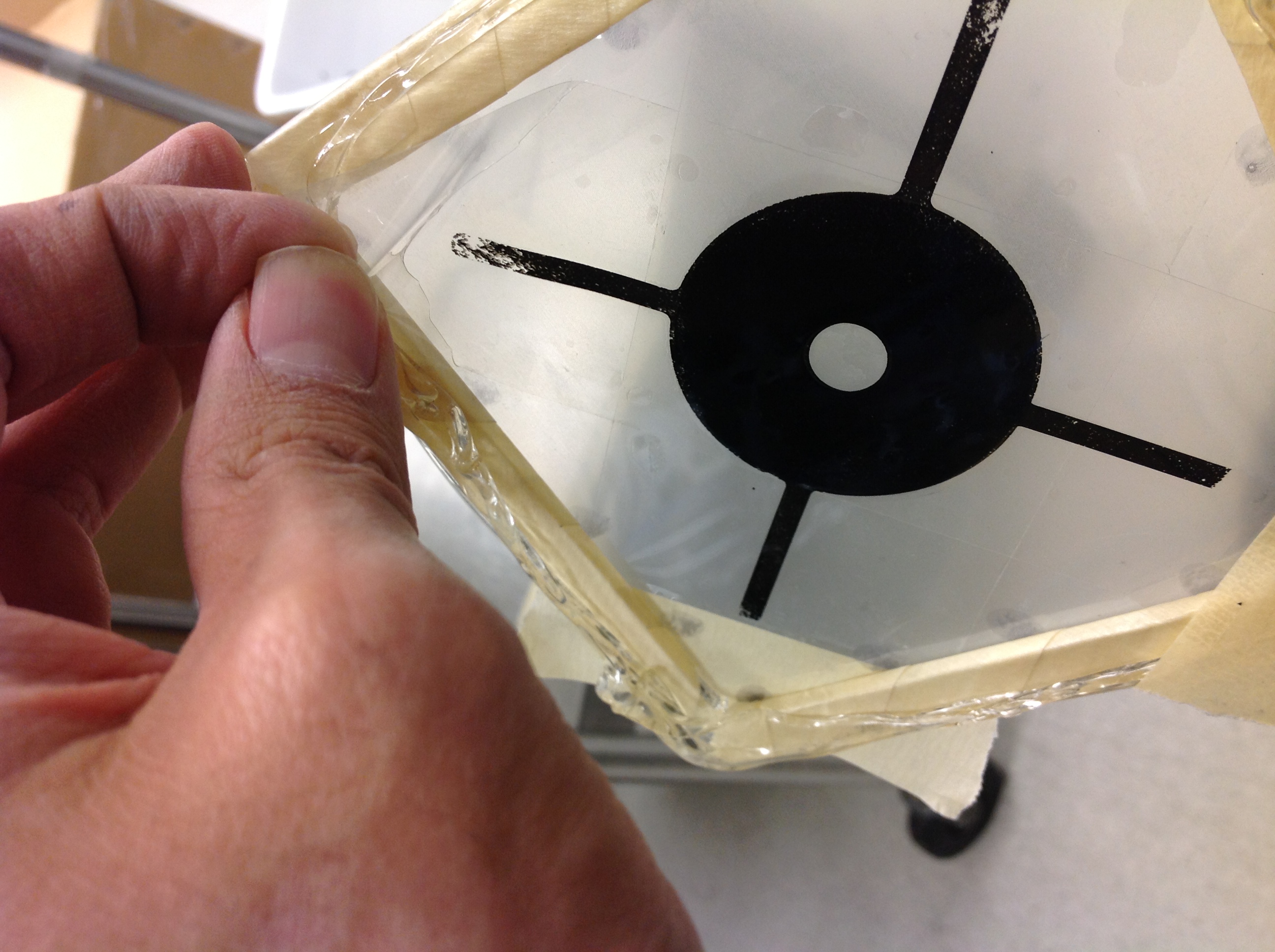
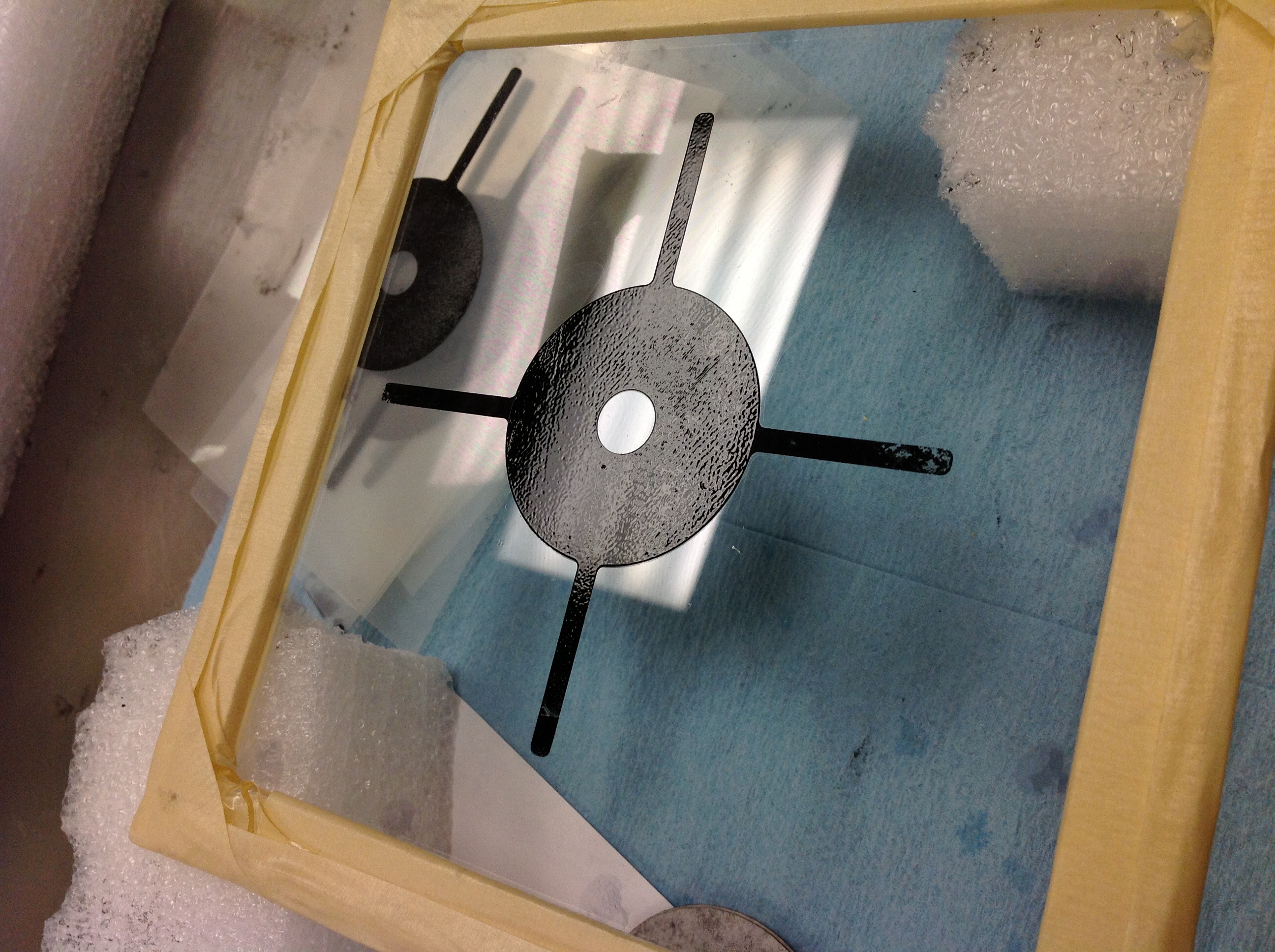
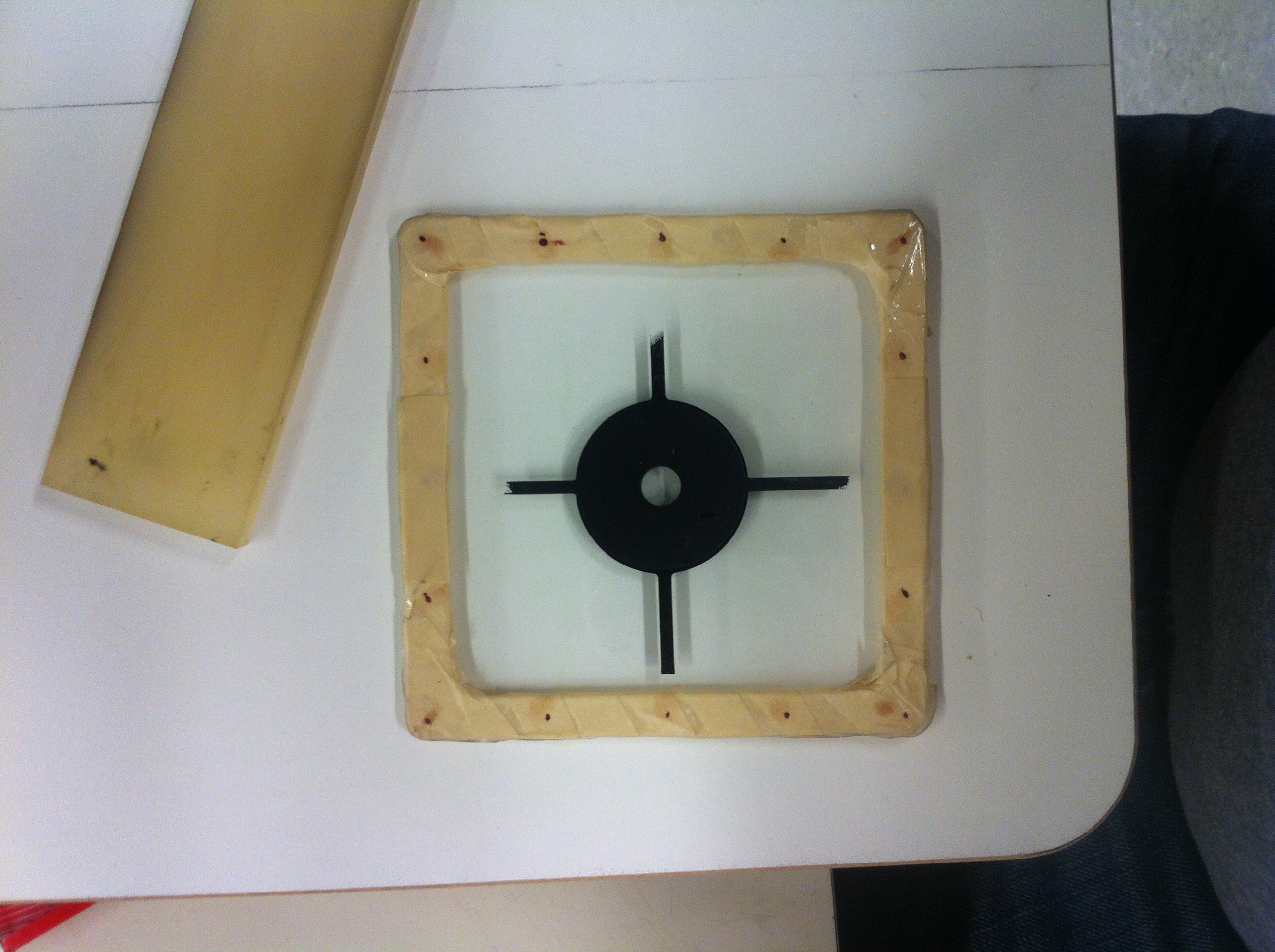
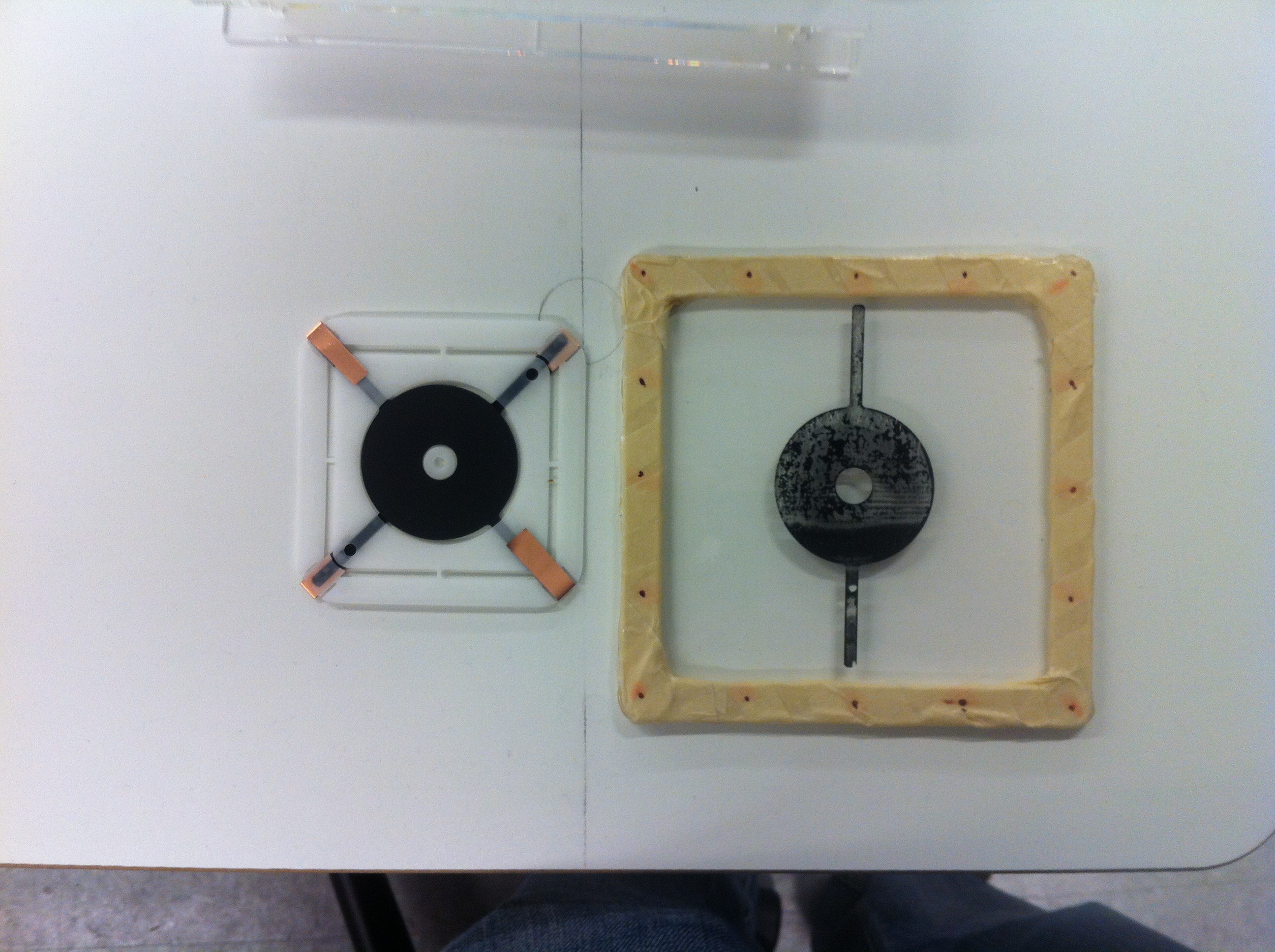
- Printing on one side of stretched VHB Attach:Direct.jpg
- Successful fabrication Attach:DirectPrintingFab.jpgAttach:FirstDirectPrinting.jpg
- As VHB is very sticky, I added a sub-frame to reduce the area to be attached with screen. To do that, I could print on both side of VHB.
- Current Result
- Conductive Ink Candidates
- Henkel
- http://www.henkel.com/conductive-inks-coatings-27433.htm
- http://www.henkel.com/product-search-1554.htm?countryCode=us&BU=industrial&parentredDotUID=productfinder&redDotUID=000001F62P&categoryspecificredDotUID=00000002KJ
- http://www.henkel.com/product-search-1554.htm?countryCode=us&BU=industrial&parentredDotUID=productfinder&redDotUID=000001F62L&categoryspecificredDotUID=00000002KJ
- and more...
- DuPont
- Chomerics
- Henkel
- Frame Design
- Added alignment circles to outer frame laser cut file for more uniform pre-stretch
- Tried cutting thick PET to serve as inner frame. Total failure, melted material, probably carcinogenic.
- Tried cutting Delrin to serve as inner frame. Very promising, cut seems good, VHB seems to stick to it well in un-stretched or pre-stretched state. Need to order thinner Delrin and fully fabricate frame.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
July 15-19
Laser settings found for 20 mil Delrin in Full Spectrum laser. Requires multiple passes to avoid warping, but this ends up being time efficient anyway.
Delrin frame seems to stick to VHB tape and hold shape well. It also cuts well in the laser cutter and does not give off Hydrogen Cyanide gas. More has been purchased.
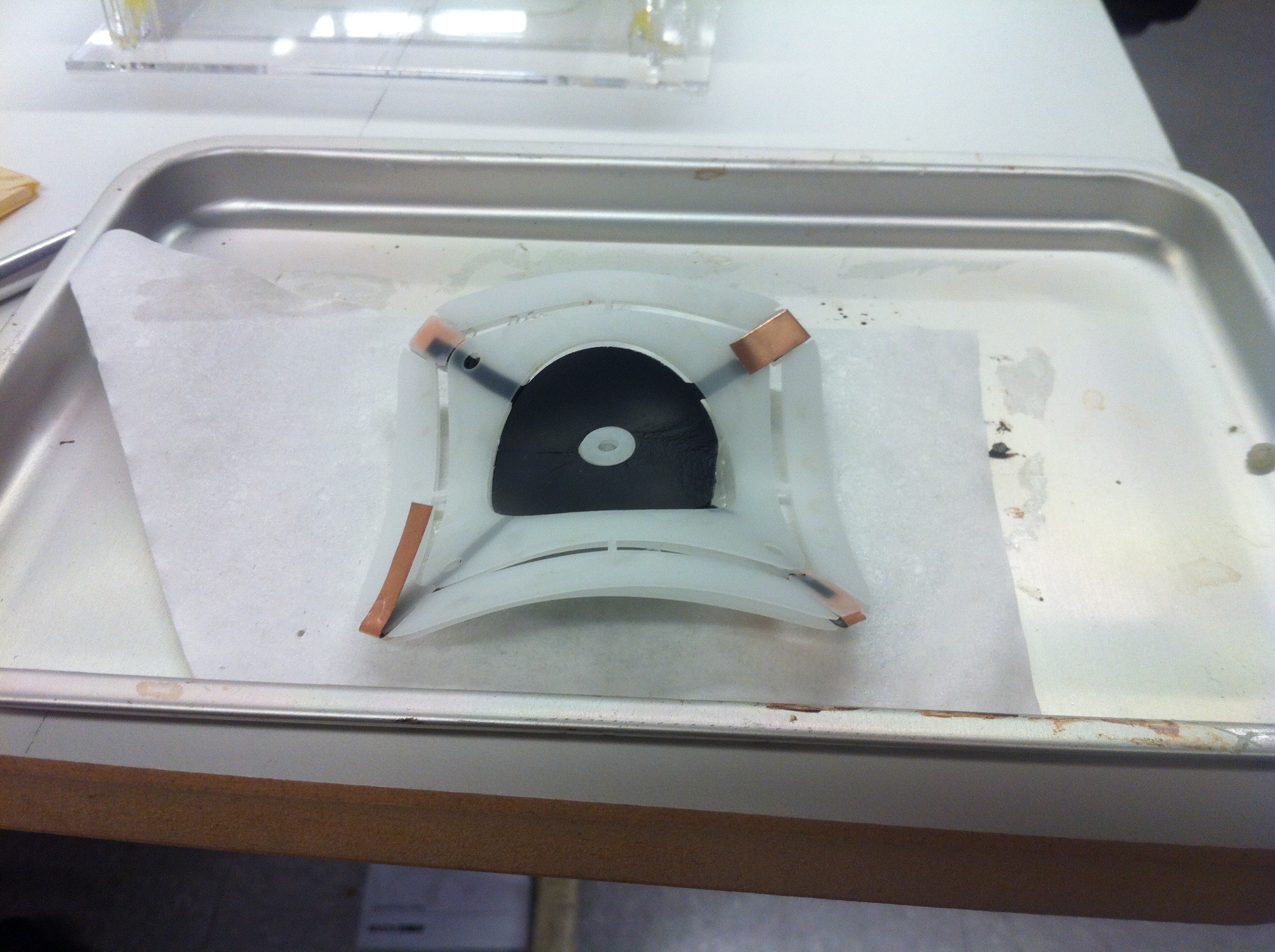
Much better shape than ABS: Attach:Bare_Frame_Side
Bare Conductive ink was tried. The ink was painted on. When voltage was applied, there was a dielectric failure (spark). This was probably because a gap between the electrode and frame was not left. Promising for use of the ink though.
The ink is nontoxic, and fully cures. It is very easy to work with. Applying a thin layer through screen printing may prove much more successful. In the cured state it seemed to add to the stiffness and also add some damping, but was able to endure large strains without cracking. Screen printing a thinner layer may allay some of the stiffness/damping concerns, as the painting method was fairly thick and uneven.
To try next week: Screen Printing of the Bare Conductive ink, using the new screen printing press Better alignment features for the inner circle frame Thinner delrin for frame? 20 mil works well, but if we can get away with 10 mil, the whole device will be thinner.
July 22-26
Screen printing progress has been made, as the press is now set up. VHB tape has been screen printed with BC ink with some success (I just need more practice!), though samples have not been tested yet. The ink washes off with water which makes it very easy to work with.
{kind=link}
{kind=link}
I've also found that the thermal adhesive I originally bought for SCM does not stick to the VHB at all, which is really useful. I hope this can be laminated onto acrylic, which will help me cut out a few steps of the fabrication process (and eliminate the need for electrocut, which requires peeling and won't laminate).
The next step (as of Wednesday) is to build a jig to ensure repeatable screen printing. This should also allow for 90deg alignment for the front and back electrode. The jig has been designed in Solidworks.
From Atsuo Orita In my visiting Stanford, I have tested several EAP cells including screen printing and spraying and taken movies of some kind of failure. This is a document about failure analysis. Attach:failure_analysis.pdf
July 26-31
From Atsuo Orita This is my idea of specifying err allowance in aligning frame. Attach:JigAlignment.pdf
Jig has been built that allows for excellent screen printing of BC ink. Screen printing is thin and even. The ink cures in <30 min and can be dragged across a table with no apparent ill effects.
Initial tests with the BC ink shows movement, but only a very small amount. My theory is that the cured ink is too stiff, and is inhibiting the movement of the VHB tape. It may have reduced some of the prestrain as well. The next idea is to thin the BC ink with water and try again. I'm worried this could reduce the conductivity below an acceptable amount. If we have to switch back to the carbon powder the jig and printing press will still be useful, but the process will be much dirtier, take longer, and require toluene.
August 1-9
BC ink mixed with water in several different concentrations has been tested. If too much water is used, the ink cannot be printed. If too little water is used, the ink is stiff. At the right concentration, the ink prints and cleans very easily.
A mix of 10:3 ink:water has shown the best results, but I have not been able to test them on the muscle lever so far, it has been in use the last few days by another group. This mix still seems stiffer than the carbon powder mix, and may not be able to achieve the 5x stiffness delta target. It has a resistance of 3000 ohms, and may not be good for rapid changes in stiffness.
The 309C muscle lever is going through final electrical checks and tuning now, and should be shipped soon, according to the manufacturer. "The ops guy" is on vacation, but I will hear more on Monday.
I tried printing 2:9:9 carbon powder:Dragon Skin A:Dragon Skin B, but the results were poor. This mixture is very "gummy" and does not print well.
{kind=link}
The BC ink in the delrin frame prints very thin and even. The 2:9:9 powder mix was gummy and difficult to print, even with multiple passes. Trying it again with Atsuo's instructions to mix carbon with A first, then for 3 minutes with B helped, but printing was still poor.
Maybe Atsuo has some tips on how to improve this? Also, cleaning with the toluene is fairly laborious, hopefully Atsuo has some tips here, or we could build our own, disposable screens.
I tried a 1:9:9 mix and it prints fairly well. I put it in the oven at ~40C for 30 min and the VHB broke. I would like to try this again, after putting the VHB in the delrin frame, where I think it may hold up better. I would also like to talk to Atsuo about cleaning the screen print - when to do it, how often between prints, etc.
I will also look into the alternate methods that Mark suggested from Living Machines, and perform muscle lever tests on the BC ink cell.
August 12-16
Tried curing at 40C for 30 min in acetal frame, led to severe warping:
{kind=link}
Due to the fact that the VHB broke when cured with the acrylic frame, I fear that curing won�t work either way.
Due to the difficulty of cleaning the screen, I tried letting the DragonSkin/Carbon mix cure and then cleaning it.
{kind=link}
Initially this was promising (as shown in the picture above) but ended up being very difficult at the end. I will try putting a removable vinyl or other barrier on top of the screen to reduce the cleaning significantly.
I also tried printing the silver ink that Hao gave me.
{kind=link}
It actually printed quite well, but far too thin. This may work with a coraser mesh. Unfortunately, it seems to have gummed up the screen I have, so I am looking into alternative screens. Compressed air, toluene, and water have all been no help.
As printed, its conductivity is basically zero, so it�s not suitable as is. But Hao assures me its overall conductivity is very good. It may work if we can print it thicker.
I also tried depositing carbon powder directly onto the VHB tape. This actually worked somewhat well, but had a resistance of about 30 kOhms. It would also be difficult to control the thickness/evenness of this, but there is no compromise in stiffness of the VHB tape. I think I could design a better mask that would make this method more effective.
August 18-23
I tried heating the VHB tape in the oven again. It failed this time as well. After taking it out of the oven, it felt stiff. I wonder if the heat causes an increase in stiffness, which is enough to break the material.
I also tried cleaning the screen of silver with 68-70% nitric acid. After letting it sit for 30 min on one side, and then applying 30 min to the other side, the mesh still does not pass water. It looks a bit more see through, but definitely won't pass ink. Dave Christensen suggested a very fine brush or high pressure water. I've ordered a new screen from http://www.standardscreen.com/ and also hope to get Atsuo's screen soon.
Progress has been made on the solid mechanics model, though it will require some measurements to do properly, and Eric, whose help has been invaluable on this, is on vacation through Labor Day starting Wednesday.
I plan to start on the multi-layer alignment even without being able to print, and digging a little deeper in Sanjay's model to get some scaling relations. It may be useful to know how the stress scales with radius, but maybe this can be answered by the Yu and Karr paper.